here is a progress update on my British Prusa Mendel build - (It's almost finished)
And just to get the chronology correct - This is the 1st son (Daughter?) of 'Mendel Bling' (Bling also has 12 other children in the big wide world) - Bling was the first offspring of 'Bath Mendel' - confused? - good, carry on -
Inspired and encouraged by comments and feedback on my Mendel Bling build and the wonderful colourful Faberdashery plastic that is also manufactured right here in the UK, I have designed and printed a British themed LM8UU Prusa Mendel.
The aim and purpose of this exercise is to promote local design and manufacture of everything and anything.
Wherever you are in the world !
I hope you like how it turned out...

One thing to note is the X carriage size of 450mm wide instead of the normal 406mm, this allows more movement for the Extruder - Allowing a dual extruder set-up to print over the entire build surface.
The X Carriage is of the 4 Linear bearing design - also allowing for future upgrades.
It's printed with Fire Truck RED, Lapis BLUE and White PLA from Faberdashery, the Extruder body and X carriage are printed with Natural ABS.

I wanted to try a few new different techniques in this design for getting interesting looking prints, the first was a double sided colour print on both the top and bottom, after some thought, it made sense to print the top as normal, and print out a second section that could be bonded onto the underside.
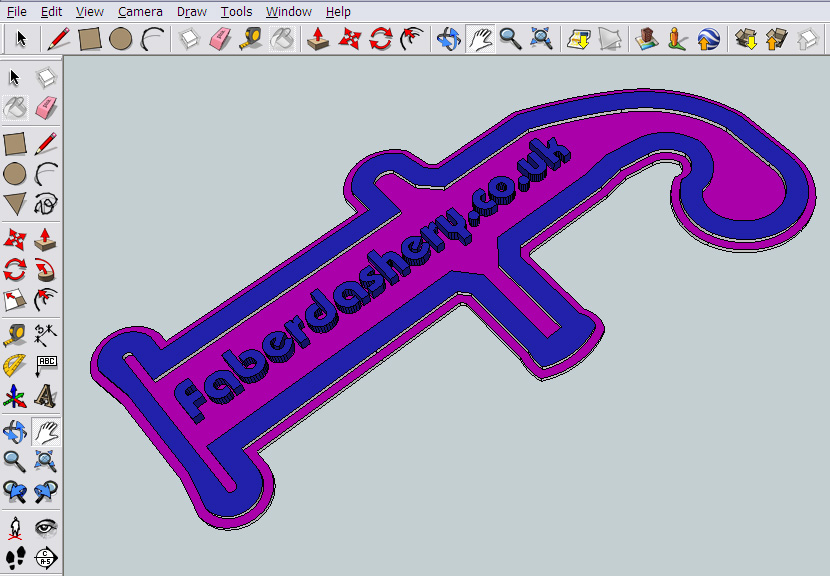
I used Sketchup to get the design and colour sequence correct for the layer selective colour printing.



And they came out quite well I think.


Here is a video of the printing progress If you view it on Youtube Here it's in Hi-Def resolution or you can watch it below.
(It's quite long, so skip bits if you wish, but please take a look at the end results)
(It's quite long, so skip bits if you wish, but please take a look at the end results)

The Square flags are for another experimental technique, intended to be hot-wrapped around the Z mounts to give horizontal colouring, I need to experiment more with this process.

And spot the obvious mistake, I had a different layer sequences in the Square flags and the Vertex flags when I designed them, so the white and blue colours are accidently reversed on the Square flags, Doh!




X carriage motor end with LM8UU linear bearings on the Z Axis.






Again a short video on the other printed parts - Check it out in Hi-def on Youtube Here of view below -
I also wanted an identification plate and some status indicators for the machine.

Designed in Sketchup, it's going to cover almost all my build area.

This was the largest single object I have printed so far, shortly after this photo I did start to wonder if it would actually come off of the build platform at the end of the print?

The print is only 17 layers high, 4 White layers all solid, 4 Blue, 6 Red and 3 Green.

Printed at 80mm/sec the total print time was just over 90minutes.

It popped off the bed when cold, not a single bit of warp.


The Indicators plate was done in a similar way.
Plate building on Youtube here - and below -

I printed out a set of 8MM Rod/Bar clamps from Antona and also the very neat 8mm rod holder from Kludgineer here - Well recommended if you are doing a similar thing.


The Electronics are housed in the same style enclosure I have used before, with cooling fan.
An ATX Power supply is fitted to the T-slot frame to supply power for the electronics and heated bed.
Last video of the completed build, just some wiring to do and it will be running !
Short of printing a bowler hat and walking cane I still think it needs a little more eccentricity and quirkiness, but I'm sure it will evolve over time to have some of those quintessential British qualities.
It's not fully built and completed yet, but I hope to get it fully running for the next local Reprap meet-up.
I started with 75M of 3mm Plastic filament 25M of each Red, White and Blue and only printed one complete set of parts. At the end of this print run I had less than 40cm of each, which was just enough for a Starfish.
Thanks again for reading and I hope you decide to source something from a local supplier today, happy building.
Rich.