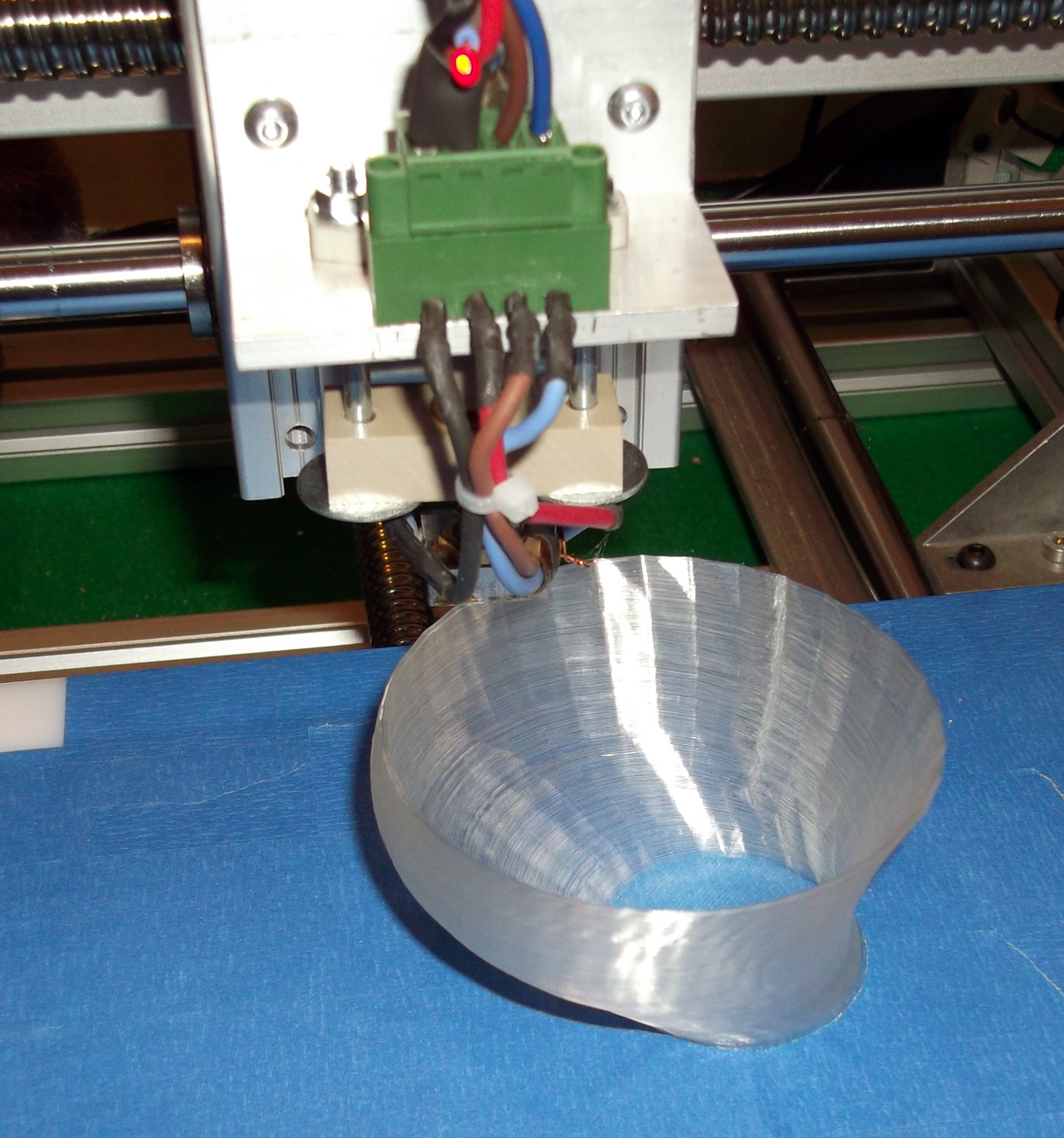
Here was the result of a few hours printing
Having printed these different coloured twisters I can see that each colour has slightly different properties.
It’s quite evident from the filament spanning in free air that you need different temperatures for each colour.

The Blue is particularly odd giving micro-bubbles inside the extruded filament if I run it at 196 deg c, but these are minimised at 187 degrees.
The Blue is also more brittle in it's filament form, but produces a very hard part when extruded.
The Red is also more 'sticky' and is a little prone to very fine strings, maybe a change in temperature will resolve this, I need to further experiment with red.
Black is lovely and glossy about 75% opaque but it's a smaller diameter than the others being an average of 2.7 so I needed to compensate in SF for this or my prints would end up less filled.

Yellow is my favourite for printing, its clean and precise when extruding at 196C, it layer bonds very well and the printed parts feel very similar to ABS, being strong but with a little give, it does not snap in filament form, just bends so softer than the blue but this is a good thing for printed parts being used for construction or use. I printed an extruder in yellow and it seems like the ideal material if you are not using ABS.
The Yellow also seems to have the best filament spanning properties, but I expect much of this is dependant on temperature and the 'softer' makeup of the material.
The properties of the Green filament fall between Yellow and Blue and looks really nice when printed, it seems to give the best definition of the printed object.
If you are interested in getting hold of different colour PLA then all the above colours were supplied by (Martijn Witte, martijn@net99.nl)
Martijn is based in Europe and can do you a very good deal on PLA and ABS, contact him for more details and mention RichRap if you get a chance.
So after the different coloured objects I wanted to experiment with multicoloured printing -
People seem to do this in a number of different ways -
1) - Start the print with one colour filament, pause the print and reverse out the filament and load a new colour, continue the print.
2) - Join lengths of different coloured filament together and print them in one go (using hot-air guns or flames).
3) - Use multiple extruders with different coloured filament, produce some complicated Gcode to control them.
I tried joining with a flame (lighter) this is not a good idea, it does not work well and it's easy to snap the join after cooling, it also can char the filament, not something you want to feed into your extruder.
I then tried a flat heated block of Aluminium, melt both ends and join, roll them on the block, this works but can make a mess and it's a little fiddly.
And after a quick try of a hot-air gun (don't bother it's not easy at all) I decided to try and make a temperature controlled filament joiner - I decided to make a Aluminium block with a heated channel so I can join and rotate the filament, this works really well and it only takes 5 seconds to join pre-cut lengths together.

Cut an Aluminium block, drill a hole for the resistor (6.8Ohms) and then slice it so you have 'joining channels'

Bond in the resistor (fire cement)

Insulate it (spare PEEK block)

Wire it up and add a thermistor (I also added an LED to tell me when it's on)
Mount it to a block of wood or something you can clamp down.
You can use your RAMPS electronics setup and a host program to control the temperature as it's the same as your hot-end. (if you have a resistor hot-end that is)
I found a good temperature was about 160 Degrees C, this gives you time to heat and rotate the filament and also joins it really well.

So if you hold a piece of filament in each hand and melt both ends on the side of the Alu block, then sith the into the grove and push together then give them a quick rotate you should have a joined filament (after a little practice).

I join the multicoloured piece to the end of a roll so if your measurements over run the print will continue.

You can see above the blue is about to change to green.

I didn't know how the hobbed bolt would cope with the minor surface changes at the join, but it was not a problem at all, the filament just gets drawn straight down, I have not had a single problem.
So now I can print multicoloured things in one go.



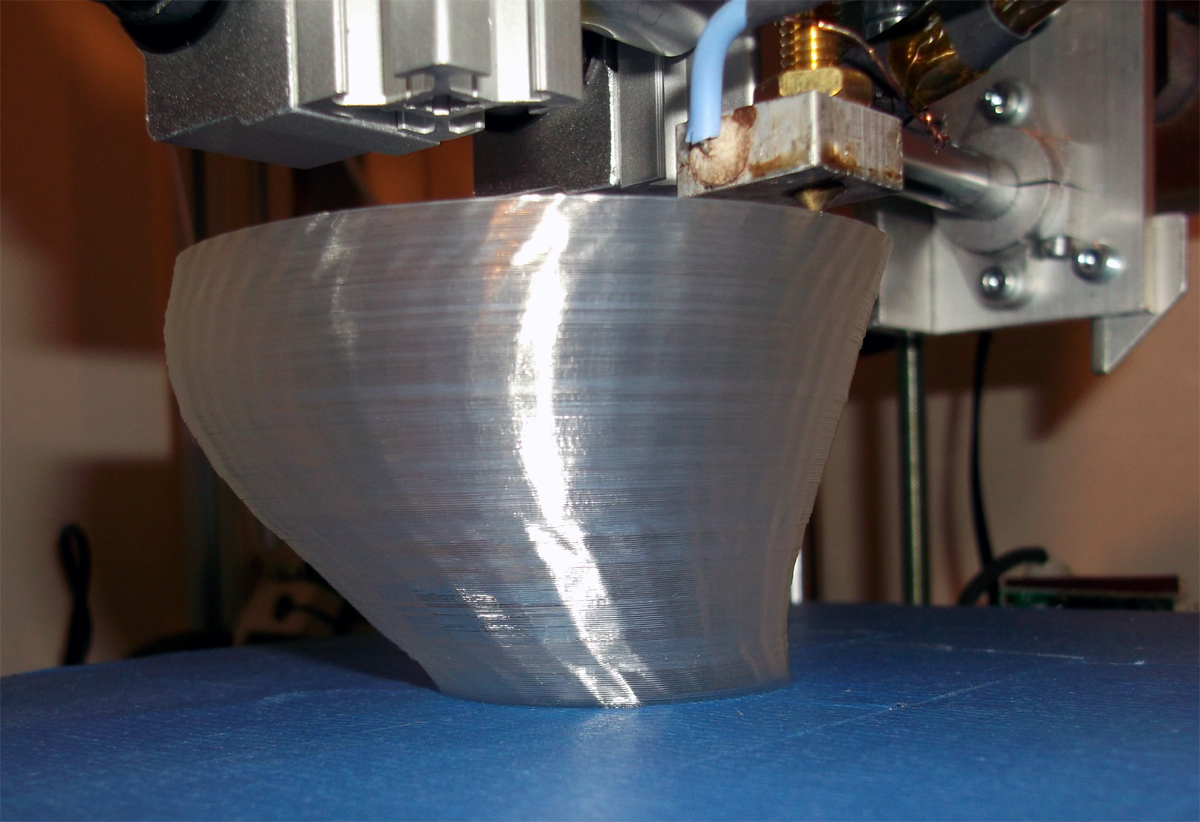
This coil of PLA printed the pot below


Tiger Stripes

Changes that I think would make the filament joiner better -
1) - Have a shorter heating zone, just ~4mm for each side, this would help keep the filament more rigid when you twist it to remove the join.
2) - Have a bigger flat area that you can quickly melt both the filament ends, I'm using the side of the block to do this, but a bit more area would be good.
3) - Have a cold block or wet sponge to rapidly cool the joined filament in place or a foot pedel (you need both hands to hold the two filaments) controlled fan so you can blast cool it.
*- Maybe make the heating block clamp together in two halves like an electric plumbing pipe joiner - 
If you had a foot-pedal controlled one of these for filament joining it may make the job easier.
Now the challenge was to be able to work out exactly how long each piece of filament should be so I could do whatever layer in whatever colour I wanted.
Thanks to a little advice on the reprap forum, Greg Frost pointed out that Grep could help me calculate the filament feedstock used per layer.I needed this information for my next challenge... More soon on this.
Thanks for looking,
Rich.