
Firstly if you are not exactly sure why Polycarbonate is worth investigating for 3D printing, take a look at the Wikipedia page, basically it's strong and impact resistant (It's used in the making of bullet proof glass) temperature resistant and luckily it is a thermoplastic so can be extruded (at the right temperature). It can be bent and formed while cold without cracking or deform and it is also very 'crystal' clear, but that's actually not so important for us as will become apparent below.
Don't confuse Polycarbonate with Acrylic or Plexi-glass, they shatter and crack, Polycarbonate tends to just bend and deform and after much effort will eventually stretch like very hard rubber until it eventually breaks.
It's a really amazing material, the 'diamond' of plastic, I was excited to test it out.
I have used sheet Polycarbonate for all sorts of things so I already had an idea of what to expect when thinking about extrusion.
- It has a high melting temperature (glass transition is about 150 Degrees C)
- It flows at around the 280 - 300 Degrees C point
- It is stiff so 3mm filament would have been a problem to coil and feed into the extruder
- It's hard so should work well in a Hobbed bolt filament transport system (geared extruder drive)
- I already had a new hot-end design that I was confident would work at 300 Degrees C



After changing my extruder Esteps and calibrating infill for 0.3mm layer height I started testing.


My first test was with the good old Pyramid model. Looking back I should have started with cubes or something requiring less extruder reversals, but it was a good test.
I was getting a small amount filament buckle in the cool-end, not a big issue, but extruder reversal needed tweaking a little.
Firstly I started at a reasonable speed of 30mm/sec print and 180mm/sec Travel.
Hot end at 280 Degrees C and the Heated bed set at 95 Degrees C
I was expecting warp and the extruder to jam, it didn't and printed ok.
I then printed again and lowered the temperature until it jammed up.
This was a really interesting failure mode !
It didn't do what I was expecting. Normally when you lower the temperature to work a lower limit eventually the hobbed bolt grinds through the filament and carves a chunk out of a single point and the teeth get all jammed up.
With the Polycarbonate it kept on driving the filament into a tightly packed block under the Hobbed bolt all around the spare space under the drive just before the opening, as the filament was still being driven I didn't even realise it until I started to see it bulge from under the hobbed bolt.

I didn't take a photo of it jammed up in the extruder, but here is it after extraction from the extruder, it's been stretched a little by me pulling it out, but you can see the failure mode really well.
And remember this filament is completely cold (room temperature) when it's doing this, amazing stuff!
That just told me that Polycarbonate is one of the best materials to use with Hobbed bolt transport and actually it can be extruded at a much lower temperature than I expected as long as you are not printing too fast- more on speed and temperature below -
I was reasonably surprised by printed Pyramid looking so 'snow-white' I had initially expected it to look clear, so I experimented with Speed and temperature for the next six Pyramids.
What I discovered was that the slower you print and the lower the temperature the 'whiter' the printed object.
Also lots of reversal moves gives the object a snow-white appearance.
Strength does not seem to be affected by the appearance or speed of printing or indeed temperature.
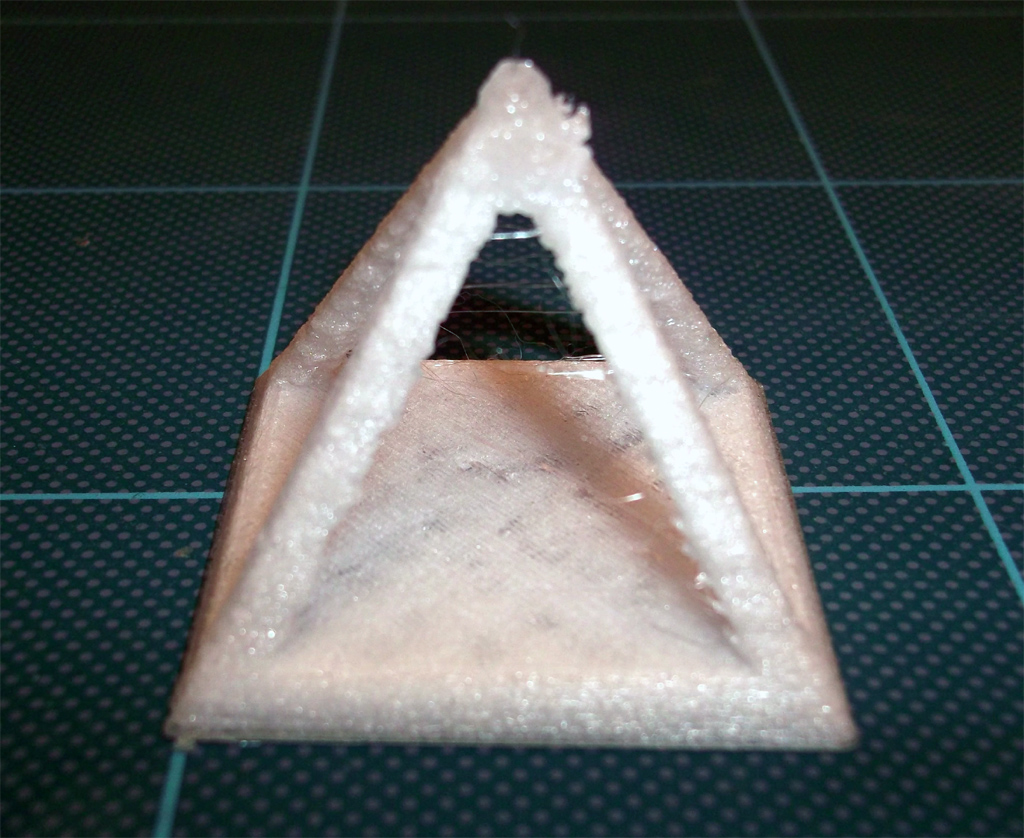
If you print hotter and faster the more clear the object becomes.
This Pyramid above was printed at 120mm/Sec and 305 degrees C, I don't think it's going to get much more transparent than this due to the many extruder reversals? That's my theory as the free-air extruded filament is clear so something is causing it to change, or maybe other factors like moisture are playing a part?

I pulled the hot filament out of the extruder to see what it looked like, you can see the filament is slightly buckled in the drive channel, this is due to the fact it's 1.6mm and my extruder is designed for 1.75mm filament, but not a big problem with this strong material.
What's really interesting is that the melted part is the same snow-white colour I can see in the printed object.
This needs more investigation, maybe I should to try to dry the filament to see if moisture is some of the cause to this? Anyone have any ideas?
Here is a short video showing Polycarbonate printing on Prusa Mendel, you can watch it below or in High Def on Youtube Here
Polycarbonate Printing

This should give you an idea of how strong Polycarbonate is, you can bend it when cold and even put a knot in it.
The video below shows Polycarbonate filament being bent, manipulated and tied to show strength and flexibility, you can also view this in High Def on Youtube Here
PC and PC-ABS Filament test
As a way to compare PC printing material take a look at the below videos showing PLA and ABS in the same manner. This is part of a wider material testing program I'm doing at the moment.
Further 3D Printing material test comparisons -

To give you an idea of how difference material handle, take a look at the videos below or on Youtube Here, where I bend twist and break some different filament types and supplies to see how they behave.
A range of PLA 3D printing plastic filament being bent and manipulated
A range of PLA 3D printing plastic filament being bent and manipulated
Future tests will be on a much wider range of suppliers and materials along with printed parts, for an example of how different materials perform after being printed look at the below video where I destroy some printed Pyramids.
Part Destruction! - lets pull apart some Pyramids

In the video below I pull and snap apart some printed Pyramids of different material types, they are all made with 20% infill and printed at 80mm/sec with 3 solid layers.
Printed object destruction
Other 3D printing materials - I'm really interested in what other experiences people have had with different material types in 3D printing, please contact me if you want to be involved in materials testing and /or you have any experience of different plastic's.
If you also want to test Polycarbonate materials then please do contact me.
I'm not a plastic's expert or have training on materials analysis but I'm really interested in how different types perform in 3D printing and how blends or mixes of plastic may help enhance our machines and objects.

Future test - PC-ABS
I have some other spools of mixed Polycarbonate materials, the intention was to lower the extrusion temperature and make it even easier and lower cost to use PC on RepRap.
I will get around to testing these types when I make another dedicated extruder.
I would really like to add this info to the Reprap.org wiki pages, but I could do with some help on creating pages and sections. At this time references to PC do not exist on the wiki.
Ideally A page like this for PLA needs to be made for Polycarbonate.
If anyone can help me please get in contact or PM me on the RepRap forum, thanks.
Thanks for reading and please leave a comment.
Rich.
Ideally A page like this for PLA needs to be made for Polycarbonate.
If anyone can help me please get in contact or PM me on the RepRap forum, thanks.
Thanks for reading and please leave a comment.
Rich.
I believe Nophead did a few tests with PC a while ago... Looks good! What did you use on your print bed to make the PC stick?
ReplyDeleteHi, Thanks DarkJezter,
ReplyDeleteThe Heated bed is exactly the same as I use for ABS and PLA, it's a Prusa PCB heatbed with PTE tape and then Kapton on top of the PET.
I have no problems with the PC sticking at 85 Degrees C and I have seen no warp.
Does it need a heated bed?
ReplyDeleteGreat job man!
ReplyDeleteHi Jo, Thanks!
ReplyDeleteHi Vik, I'm not exactly sure if the heated bed is required, I just thought it would need some heat because of the high glass transition temperature.
85 Degrees C was just a reasonable first test temperature, so maybe you can go much lower?
When I get that extruder back on the machine I will try again and see how low you can go with the heat-bed and PC.
Just spotted my post made it onto Hackaday.com
ReplyDeletehttp://hackaday.com/2011/09/30/using-polycarbonate-filament-with-a-reprap/
Thanks! That's made my night. :)
Rich.
Hi Rich
ReplyDeleteGreat work and write-up. The 'destruction test' video really shows how tough the Polycarbonate is in comparison to the other materials. I suppose the other key property of this great material, it's transparency, is lost via this shaping method. It would be really excellent if after shaping the desired object some of it's transparency could be returned, perhaps some baking process (open question).
NumberSix
Hats off to you Rich!
ReplyDeleteOrbi-Tech has 3mm PC in stock ( http://www.orbi-tech.de/shop/Kunststoff-Schweissdraht/PC:::30_35.html ), maybe we can get GRRF to resell these!
Thanks Ivor, I'm planning to try a hollow print in PC, so it's just a shell with very few extruder moves(almost none) it will be interesting to see if it stays clear.
ReplyDeleteAnd if I get my full stainless running maybe a little hotter.
Hi Tom,
ReplyDeleteThanks, I also just spotted they have some as Welding rod, it sure would be interesting to test 3mm and see if it can also be extruded.
If GRRF can get a few spools maybe we should try it. I wonder if they can get it made in 1.75mm?
How much did you have made, and do you have an extruder in your neighborhood? Can't say I've ever looked into having some filament custom made for me, but I would have expected you'd need to order quite a bit.
ReplyDeleteTo get it clear(er) would it help to use a heat gun, or would it sag or slump before it got more clear.
Hello Kim,
ReplyDeleteJust a few KG for testing, I could have had more sent but shipping was also expensive and you really can't tell if it's going to work unless you try.
Usually the MOQ is 20+KG, I got lucky with a friendly supplier who also wanted to see if it could be done. A few people have had custom coloured filament made up, so custom materials should also be investigated...
I did test heating a white extruded section with heat and yes it does start to go clear again, things seem as strong clear or white so it needs more investigation.
Hi Rich,
ReplyDeletei shot grrf an email about the orbi-tech (3mm) PC and it looks like they're going to add it to the shop! Let's hope this will drive the price down a bit, as one spool (2.2kg) currently costs 118€ at orbi-tech's shop.
I'll definitely get one with my second Mendel build, i'm looking into printing useable RC car parts with it.
Cheers!
Hi Tom,
ReplyDeleteCool, it will be interesting to see what speeds you can print with at 3mm feedstock.
PC is expensive but if they can get it under 100euro that's still very reasonable. I like the idea of printing car parts, Print while U wait, there's a business in that Idea...
It will also be nice to build an entire 3D printer with it :)
Rich
Hi Rich,
ReplyDeleteLove your pioneering work with PC (and the rest)have you tried using a hair dryer or other similar heat gun to help the PC settle into clear as you extrude? I've got a sneaky feeling that the temp differential may be causing the fast crystalization.
I'm in the process of building my first Prusa and to say I'm excited by what you're doing is an understatement.
Cheers,
Ged
Hi Ged,
ReplyDeleteThanks, and yes, adding heat of any sort seems to help with PC, I'm planning on giving it another print session when I swap my 1.75mm extruder back onto my machine.
I fancy making an entire Prusa Mendel out of PC just to see how long it lasts.
Good luck with your own Prusa build, let me know if you get stuck.
Cheers,
Rich.
Been waiting to see some more tests on PC for so long :D
ReplyDeleteDo you think you could use a thin-walled tube (think juicebox-straw ratio) of PTFE down your extruder barrel to prevent the smaller filament from buckling? I wonder if you could even adapt a 3mm extruder to use the same filament in that way with a slightly thicker tube.
Next on thingiverse: printable helmet and cricket cup/box.
Hi Rich, I've found your blog, and it's a goldmine.
ReplyDeletePC absorbs a relatively large amount of water from the air (more than Acrylic, for example). When it's melted, the water boils, and the PC goes white because it is blown into a very high denstity 'foam' by the small bubbles of steam.
To avoid whitening (and some weakening) it needs to be dried. Baking at 125C for a few hours is common (time required depends on the humidity and thickness of the PC).
I'd be very interested in helping with materials experiments. I studied some materials science at university, and I've been soaking up relevant info ever since, too.
I'm especially interested in PET and filled grades of various plastics. The PET because it's got excellent mechanical properties and low water absorption, and the filled grades because fillers give much more freedom to engineer the material properties.
Hi 4ndy - I'll try to get back to PC testing soon. A few other people in the world have printed with some samples I sent out of my test batch, these include both bowden extrusion and two Makerbot MK7 extruders, all have been a success.
ReplyDeleteSome have reported issues with sticking, but I didn't have any such problems with my PET/Kapton, PCB bed at only 85 degrees C, so maybe that needs a little further investigation.
I like the thin-walled tube idea, I did make an experimental extruder along these lines with a 6mm Stainless tube and a 4mm/2mm PTFE tube insert, that worked well but I want to remove all PTFE for future materials.
I didn't have any real issues with the filament buckle, as long a skeinforge knows the correct diameter then the extruded volume is correct, the smaller filament size may have even been an advantage as NYCdesigner managed to extrude some of the test batch at around 250 degrees C with an MK7, I'm not sure if you could do that if it was a much larger filament size. Again more things to test. - Check out his Indestructible mini Nuke print in Pure PC - http://www.thingiverse.com/derivative:15123
Hi Leo - I'm please you like the blog, I'm going to put that to the test shortly, I have my last 150grams of the test batch Pure PC drying in desiccant for some time, if that shows improvement I may try oven drying further. But I'm still not sure moisture is the issue or if it's just a change in states of the plastic due to the extrusion method.
ReplyDeleteThe PC-ABS batch was not as successful as expected, it's actually harder to use than pure PC, the lower extrusion temperature is not actually an advantage and makes the filament more tricky to use than ABS. I would not recommend PC-ABS for 3D printing.
I have not yet investigated PET as a filament, I imagined it may have warping issues and must have a similar high extrusion temperature to PC.
Filled materials is another really interesting area for investigation, carbon loaded, glass filled.
I'm not sure your problem is moisture related, as your test extrusion was clear, although PC can absorb a lot of it, i would tend to think that it has more to do with the number of filament interfaces in the printed model. perhaps try a wipe down or quick soak in some thin weld-on plastic solvent and see if that helps any, but i would suspect that it is the internal (to the object) interfaces that cause the whitening. try looking at your model under some magnification to look for moisture bubbles.
ReplyDeleteHi fritzgutten - I agree with you, moisture does not seem to be the issue, it's a change of state. Very hot high pressure injection moulding does not have this issue, I'm convinced the fused filament fabrication process causes the effect, not a big problem and it does not seem to make much of a difference to the strength.
ReplyDeleteare you going to be getting/supplying this material in the future?
ReplyDeleteHi RichRap, your test look promising. Can you share your hotend design for those high temperatures?
ReplyDeleteHi, It was based on a V5 Mendel-Parts body but with a resistor heating block similar to this - http://richrap.blogspot.co.uk/2011/08/high-power-hot-end-for-fast-printing.html the Peek insulator was force cooled using a fan, and each print was only done for a short period of time then allowed to cool.
DeleteThe Lexan Polycarbonate sheets are in particular used as roofing sheet as they have splendid thermal as well as heat resistant properties which is particularly required for roofing sheets.
ReplyDeleteThe general benefits of a lexan polycarbonate sheet is resistance to UV, high impact strength, the weight of a sheet is approximately 15% to that of double pane glass, easily goes along with major model building codes, and transmits most of the visible light.
ReplyDeleteLexan Multiwall Sheet
Lexan thermoclick multiwall sheet
Polycarbonate Embossed Sheet
polycarbonate sheet in Chennai
Polycarbonate Sheet distributors
Lexan Corrugated Sheet
Polycarbonate Corrugated Sheet distributor
galvalume roofing sheets
Roof Ventilator in chennai
Bare Galvalume Sheets
I read your blog is so good having good information. about the Leak Testing Rubber Products Manufacturers in India
ReplyDeletewe are the best Leak Testing Rubber Products Manufacturers.just visit our site